
射线检测对裂纹检测的研究
- 分类:行业新闻
- 发布时间:2022-10-15 16:28
射线检测对裂纹检测的研究
- 分类:行业新闻
- 发布时间:2022-10-15 16:28
射线之照相清晰度

如图3-3所示,用一束垂直于试件表面的射线透照一个金属台阶试块,理论上理想的射线底片上的影像有两部分黑度区域组成,一部分是试件AO部分形成的高黑度均匀区,另一部分是试件OB部分形成的低黑度均匀区,两部分交界处的黑度是突变的,不连续的,如图3-3a所示,但实际上底片上的黑度变化并不是突变的。
试件的“阶边”影像是模糊的,影像的黑度变化如图3-3b所示,存在一个黑度过渡区。
c为b的放大图,由c可见,黑度过渡区不是单纯直线,存在一个趾部和肩部。
把黑度在该区域的变化绘成曲线,称之为“黑度分布曲线”或“不清晰度曲线”。很明显,黑度变化区域的宽度越大,影像的轮廓就越模糊,所以该黑度变化区域的宽度就定义为射线照相不清晰度U。
在实际工业射线照相中,造成底片影像不清晰有多种原因,如果排除试件或射源移动、屏一胶片接触不良等偶然因素,不考虑使用盐类增感屏荧光散射引起的屏不清晰度,那么构成射线照相不清晰度主要是两方面因素,即:由于射源有一定尺寸而引起的几何不清晰度Ug以及由于电子在胶片乳剂中散射而引起的固有不清晰度Ui。
底片上总不清晰度U是Ug和Ui的综合结果,其中几何不清晰度Ug构成黑度过渡区直线部分,而固有不清晰度Ui则使黑度过渡区产生趾部和肩部,如图3-3c所示。目前描述U、Ug和Ui比较广泛采用的关系式为: U=(Ug²+Ui²)^1/2
1.几何不清晰度Ug
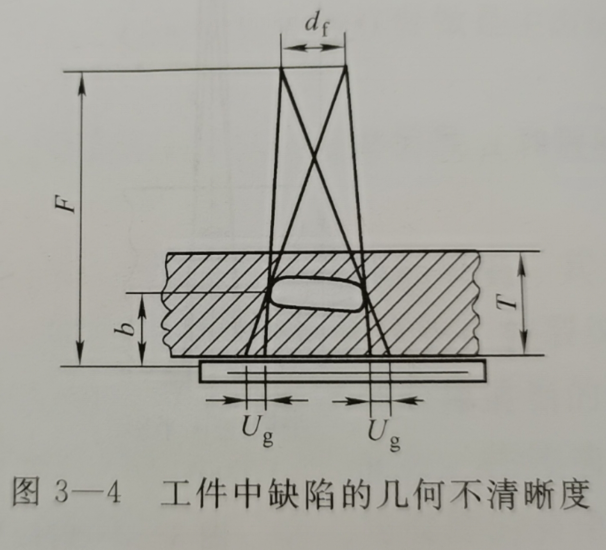
由于X射线管焦点或γ射线源都有一定尺寸,所以透照工件时,工件表面轮廓或工件中的缺陷在底片上的影像边缘会产生一定宽度的半影,此半影宽度就是几何不清晰度Ug,如图3-4所示。
Ug值可用下式计算:Ug=df×b/(F-b)
式中:df—焦点尺寸;F—焦点至胶片距离;b—缺陷至胶片距离。
通常技术标准中所规定的射线照相必须满足的几何不清晰度,是指工件中可能产生的最大几何不清晰度Ugmax,相当于射源侧表面缺陷或射源侧放置的像质计金属丝所产生的几何不清晰度(见图3-5),其计算公式为:Ugmax=df XL2/(F-L2)=dfxL2/LI
式中:L1——焦点至工件表面的距离;L2——工作表面至胶片的距离。
由上式可知,几何不清晰度与焦点尺寸和工件厚度成正比,而与焦点至工件表面的距离成反比。
在焦点尺寸和工件厚度给定的情况下,为获得较小的Ug值,透照时就需要取较大的焦距F,但由于射线强度与距离平方成反比,如果要保证底片黑度不变,在增大焦距的同时就必须延长曝光时间或提高管电压,所以对此要综合权衡考虑。
使用X射线照相时,由于透照场中不同位置上的焦点尺寸不同,阴极一侧的焦点尺寸较大,因此,相应位置上的几何不清晰度也较大。
实际上,由于照射场内光学焦点从阴极到阳极一侧都是变化的,因此,即使是纵焊缝(平板)照相,底片上各点的Ug值也是不同的。
而环焊缝(曲面)照相,由于距离、厚度的变化,其底片的上各点的Ug值的变化更大,更复杂。

2.固有不清晰度Ui:
固有不清晰度是由照射到胶片上的射线在乳剂层中激发出的电子的散射所产生的。当光子穿过乳剂层时,会在乳剂中激发出电子。
射线光量子能量越高,激发出的电子动能就越大,在乳剂层中的射程也越长。
这些电子向各个方向散射,作用于邻近的卤化银颗粒,动能较大的电子甚至可穿过多个卤化银颗粒。
由于电子的作用,会使这些卤化银颗粒产生潜影,因此一个射线光量子不只影响一个卤化银颗粒,而可能在乳剂中产生一小块潜影银,其结果是不仅光量子直接作用的点能被显影,而且该点附近区域也能被显影,这就造成了影像边界的扩散和轮廓的模糊。
固有不清晰度大小就是散射电子在胶片乳剂层中作用的平均距离。
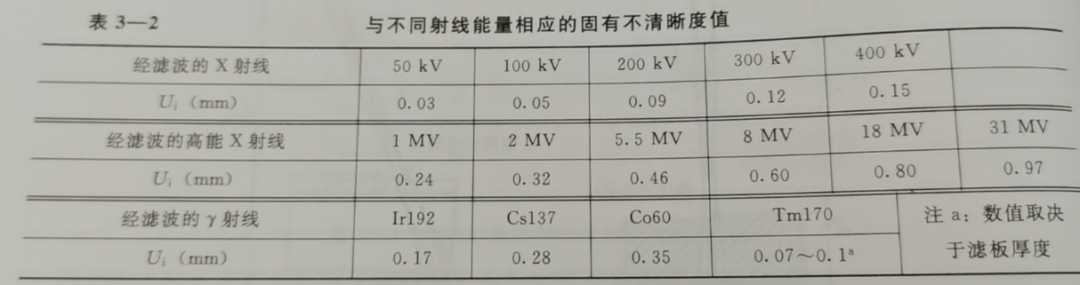
固有不清晰度主要取决于射线的能量,在100~400kV范围,表达固有不清晰度的经验公式可写为:Ui=0.001 3(kV)^0.79
表3-2与不同射线能量下的固有不清晰度值。
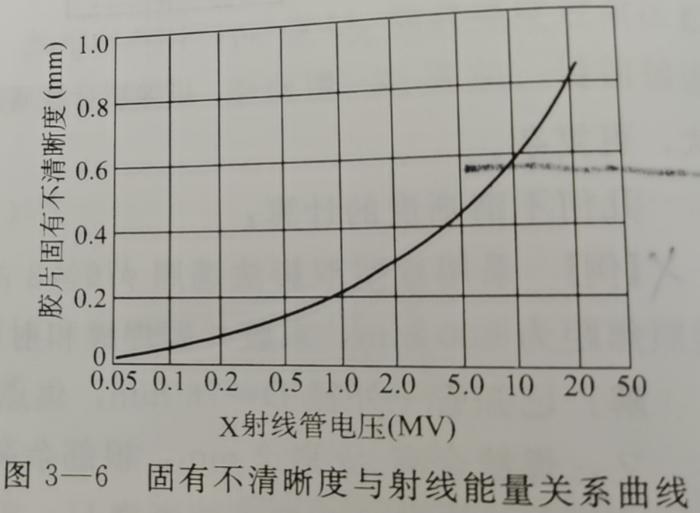
表3-2的数值绘制的曲线如图3-6所示,可以看出:Ui随射线能量的提高而连续递增,在低能区,Ui增大速率较慢,但在高能区,U1增大速率较快。
射线照相使用的金属增感屏能吸收射线能量,发射出电子,作用于胶片的卤化银,增加感光。
由增感屏发射出的电子,在乳剂层中也有一定射程,同样产生固有不清晰度。
有关文献指出,增感屏的材料种类、厚度,以及使用情况都会影响固有不清晰度。
例如,在中低能量射线照相中,使用铅增感屏的胶片比不使用铅增感屏的胶片的固有不清晰度有所增大;随着铅增感屏厚度的变化,固有不清晰度也将有所改变。
在γ射线和高能X射线照相中,使用铜、钽、钨制作的增感屏可得到比铅增感屏更小的固有不清晰度;在使用增感屏时,如果增感屏与胶片贴合不紧,留有间隙,也将使固有不清晰度明显增大。
对增感屏和胶片不贴紧导致固有不清晰度增大的现象可作如下解释:由增感屏发射出的电子脱离增感屏表面后,如未立即进入胶片乳剂层,而是在空气中经一段距离后再进入乳剂层,则由于电子通过空气时的动能损失较小,其总的作用距离将大于那些完全在乳剂层中穿行的电子的作用距离。
因此,导致固有不清晰度增大。
射线照相固有不清晰度可采用铂一钨双丝像质计测定。
3.用测微光密度计测出的不清晰度曲线
图3—7所示为用测微光密度计测定的不清晰度曲线的实验记录,这些曲线所表示的棱边影像的黑度变化采用了放大的刻度。
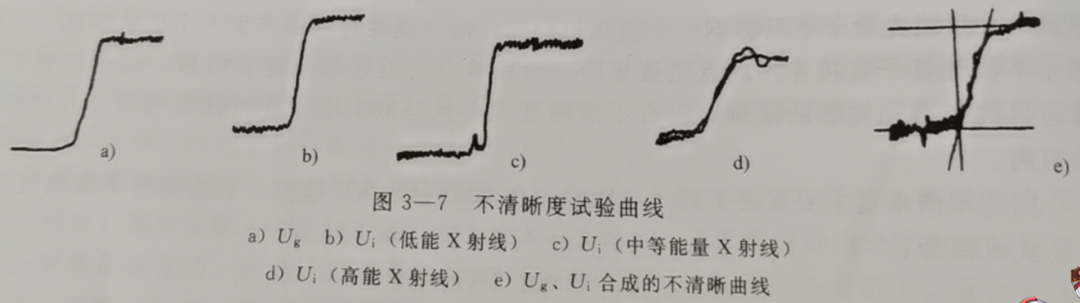
图3—7所示为用测微光密度计测定的不清晰度曲线的实验记录,这些曲线所表示的棱边影像的黑度变化采用了放大的刻度。
图中a)是几何不清晰度曲线(由均匀焦点Ⅹ射线管产生),大体上由三条直线组成,突变处只有很小的趾部和肩部;
b)~d)是X射线能量逐渐提高时,固有不清晰度的变化;
e)是几何不清晰度和固有不清晰度叠加一起时产生的不清晰度曲线(简称U曲线)。
由图可见,随射线能量增加,曲线c)和d)趾部和肩部逐渐明显;而在e)中,固有不清晰度和几何不清晰度叠加的结果使直线部分变短。
几乎在所有的射线照相中都包含有两种不清晰度,即如图3-7e所示的曲线。
资料来源:NDT全国特种设备无损检测人员资格考核统编教材——射线检测

