
使用相控阵超声检测角焊缝“内伤”的方法
- 分类:行业新闻
- 发布时间:2022-11-10 09:45
使用相控阵超声检测角焊缝“内伤”的方法
- 分类:行业新闻
- 发布时间:2022-11-10 09:45
焊接是一种以加热,高温或者高压的方式接合金属材料的制造工艺及技术,各种型式的焊接接头在石化装置中应用广泛,并且在承压类特种设备的制造中占有十分重要的地位。因此,焊接接头的质量对承压类特种设备的安全使用起着十分重要的作用。
焊接是一种以加热,高温或者高压的方式接合金属材料的制造工艺及技术,各种型式的焊接接头在石化装置中应用广泛,并且在承压类特种设备的制造中占有十分重要的地位。因此,焊接接头的质量对承压类特种设备的安全使用起着十分重要的作用。
1.相控阵超声检测技术简介
相控阵超声检测是利用计算机技术控制相控阵探头进行声波发射与相位移动,从而得到灵活可控的合成波束对工件进行阵列扫查的。其检测灵敏度、分辨力和信噪比均优于常规超声检测技术。
2.相控阵超声检测的优点具体体现在以下几方面:
①检测图像可以用三维成像显示,能直观显示出缺陷的三维定位,缺陷的定位准确性提高,大大降低了缺陷错判、误判和漏判的风险;
② 缺陷回波的反射与焊缝结构三维成像图像化显示,能更精准地判断缺陷,更容易地区分出非缺陷信号与缺陷信号,利于进行复杂形状和在役零件的检测;
③声场聚焦方式由分段动态聚焦向实时或自适应动态聚焦发展,提高了仪器的垂直分辨力,检测灵敏度进一步提高,缺陷测量更加准确;
④无需更换不同角度的探头,沿焊缝方向扫查即可完成对整条焊缝的检测,运用模拟仿真技术,可对图像和数据进行处理。
这些优点使得相控阵超声检测技术在承压类特种设备的复杂结构工件检测中得到了广泛的应用。
3.制作焊接模拟试样及声场仿真
对角焊缝进行相控阵超声检测前,采用模拟仿真技术来确定探头与焊缝边沿的距离,来满足各种不同声束角度对整个焊缝区域的全覆盖。在实际检测时,为验证重点部位焊缝内部是否可靠检出,可制作人工缺陷焊接模拟试样进行检测试验。
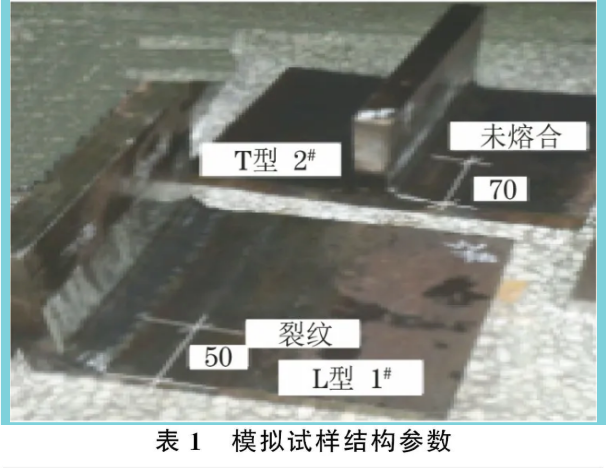
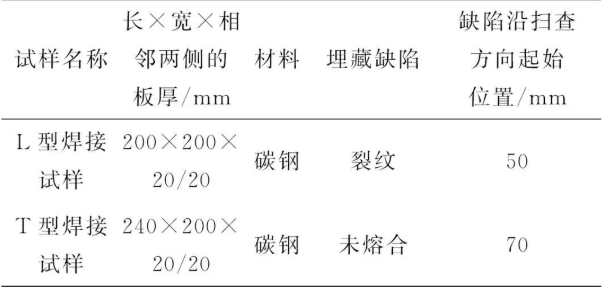
为了研究角焊缝的全范围扫查,实现对角焊缝的声场全覆盖,确保检测灵敏度和缺陷的检出率,制作了含熔合面裂纹缺陷的L型焊缝(单v形坡口)以及含未熔合埋藏缺陷的 T型焊缝(K形坡口)。试样实物与结构参数分别如图1和表1所示。
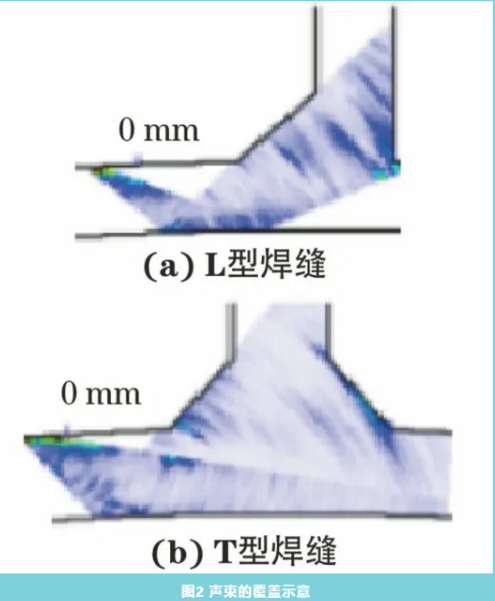
在检测过程中相控阵探头不需要前后移动,只需要确定焊缝与探头前端的距离,以保证声束能全部覆盖整个被检区域,然后沿着焊缝方向移动进行扫查。选择频率为4MHz,16晶片,晶片间距为0.5mm的探头,角度为36°的斜锲块。相控阵超声检测扫查角度为35°~69°,探头前端面距焊缝边沿约45mm,当探头前后移动时距焊缝边沿约55mm,可以保证声束入射点一、二次波能完全覆盖焊缝及热影响区。声束覆盖示意如图2所示。
4.相控阵检测校准设置
在相控阵超声检测中各个角度的增益补偿至关重要,因为不同角度之间回波的反射率不同,所以应先进行DAC(距离-幅度)曲线修正。
灵敏度设置:参照GB/T32563-2016标准中的灵敏度设置;扫查灵敏度选择方法是将DAC曲线的(直径x深度)2mmx40mm横孔回波最大声程处调整至满屏的40%高度。
5.相控阵超声检测
在焊接模拟试样上按照工艺设置,进行相控阵超声检测,通过分析比对检测结果,验证超声相控阵工艺的有效性。
L型焊缝(单v坡口)的检测图像如图3所示,从图中可以很清晰地识别出缺陷,测量其最高回波定位,然后在L型试样上与实际缺陷位置进行比对,结果表明位置基本一致。相控阵超声检测时,缺陷在焊缝的内部,在A扫描信号上通常具有多个波峰,波幅很高,当探头垂直移动扫查或者平行移动扫查时,反射波连续出现,探头摆动时会有一个较强烈的底面拐角反射信号,同时在该反射信号上会出现断续的、较弱的端点衍射信号,因而可以判断该缺陷为裂纹缺陷。

T型焊缝(K形坡口)的检测图像如图4所示,从图中可以很清晰地识别出缺陷,测量其最高回波定位,显示的位置与实际缺陷位置基本一致。相控阵超声检测时,在A扫描视图中发现左右移动探头时波高变化不明显,波形变化和未焊透波形变化差不多,A扫描波形平滑直线上升后下降,无多余的小峰,应该为光滑反射体,因而可以判断该缺陷为未熔合类缺陷。

可见,对于焊接模拟缺陷,制定的相控阵超声检测工艺具有可行性,能实现对检测对象内部埋藏缺陷的定量检出。
6.结束语
(1)探头在合适位置时,对于复杂几何形状的焊接接头,利用计算机几何仿真技术、三维成像等检测工艺,能确保相控阵超声检测技术的检测灵敏度和不同位置缺陷的检出。
(2)对复杂几何形状的工件进行探查时,需要良好的声束可达性,相控阵超声检测时,使用一个探头就可以替代常规超声技术的多个探头扫查,提高了检测效率和速度。
(3)利用相控阵超声成像技术,能有效识别缺陷的大小、形状和分布情况,提高对缺陷性质判定的准确性。
本文涉及内容均收集自网络,内容仅做技术交流和分享,如有侵权请与我们联系,我们将及时删除

